
Productos






Estampado de alta velocidad
Desde nuestra fábrica en China, Nuote Metals ofrece estampado personalizado de alta velocidad para piezas de precisión. Este proceso garantiza una producción rápida y tolerancias estrictas, lo que reduce los costos de los pedidos de productos electrónicos y de automoción. Confíe en nosotros para una producción eficiente que mantenga su proyecto en movimiento.
Enviar Consulta
Descripción del Producto
En el competitivo mundo del conformado de metales, la velocidad impacta directamente en el costo. El estampado de alta velocidad es el proceso de fabricación que produce miles de componentes de precisión por minuto, lo que lo convierte en la opción preferida para industrias que requieren grandes volúmenes de piezas metálicas de tamaño pequeño a mediano.
Metales Nuoteopera una instalación dedicada de estampado de alta velocidad con prensas capaces de realizar de 200 a 1200 golpes por minuto. Nuestras líneas de estampado de alta velocidad producen miles de millones de piezas anualmente para los sectores de automoción, electrónica, medicina y bienes de consumo.
¿Qué es el estampado de alta velocidad?
El estampado de alta velocidad es un proceso de formación de metales que utiliza troqueles progresivos personalizados montados en prensas que realizan ciclos a velocidades significativamente más altas que el estampado convencional. Típicoestampado de alta velocidadopera a entre 200 y 1200 golpes por minuto (SPM), en comparación con los 30 a 80 SPM de las prensas estándar.
Elestampado de alta velocidadEl proceso alimenta la bobina de metal a través de un enderezador y dentro de la prensa. Cada trazo realiza múltiples operaciones (perforación, corte, doblado, acuñado) simultáneamente. Las piezas salen del molde a velocidades medidas en miles por hora.
Características clave del estampado de alta velocidad:
Producción extremadamente alta: millones de piezas por semana con una sola prensa
Tolerancias estrictas: mantenidas mediante una construcción rígida del troquel y la estabilidad de la prensa
Mano de obra mínima: producción de bobina a pieza totalmente automatizada
Precio por pieza más bajo: el alto volumen amortiza los costos de herramientas y configuración

¿Por qué elegir Nuote Metals para el estampado de alta velocidad?
Flota de equipos especializados
Metales Nuotemantiene una línea de prensa configurada específicamente para estampado a alta velocidad. Todas las prensas cuentan con sistemas avanzados de amortiguación de vibraciones y guía de precisión.
| Presione Parámetro | Especificación |
|---|---|
| Tipo de prensa | Bastidor en C y alta velocidad de lado recto |
| Capacidad de prensa | 25 toneladas a 200 toneladas |
| Rango de velocidad | 200 – 1200 golpes por minuto |
| Ancho máximo de bobina | 400 milímetros |
| Espesor máximo del material | 3,0 mm (acero) / 1,5 mm (inoxidable) |
| Precisión de alimentación | ±0,05 milímetros |
| Protección de troqueles | Sensores de atascos, expulsión de piezas y pandeo del material. |
Experiencia en herramientas para estampado de alta velocidad
Estampado de alta velocidadimpone exigencias extremas en la construcción de matrices. Nuote Metals diseña y fabrica troqueles progresivos específicamente para operaciones a alta velocidad:
--Punzones e insertos de carburo: resistencia al desgaste para millones de golpes
--Secciones de matriz equilibradas: vibración reducida a altas tasas de ciclos
--Expulsión positiva de piezas – Pasadores de aire o resorte para limpiar el troquel en cada carrera
--Sistemas de lubricación – Aplicadores de micronebulización para un recubrimiento uniforme de la bobina
--Juegos de troqueles de cambio rápido: menos de 30 minutos para cambios de troqueles
Capacidades técnicas del estampado de alta velocidad de Metales Nuote
Compatibilidad de materiales para estampado de alta velocidad
No todos los metales funcionan igual en el estampado a alta velocidad.Metales Nuoteha validado los siguientes materiales para producción a alta velocidad:
| Material | Espesor típico | GPM máx. | Partes comunes |
|---|---|---|---|
| Acero bajo en carbono (SPCC, SPCD) | 0,2 – 2,5 mm | 1.200 | Terminales, arandelas, clips. |
| Acero inoxidable (304, 301) | 0,1 – 1,2 milímetros | 600 | Contactos de resorte, componentes médicos. |
| Latón (C260, C268) | 0,1 – 2,0 milímetros | 1.000 | Terminales eléctricos, pines de conector. |
| Bronce fosforado | 0,1 – 0,8 milímetros | 1.000 | Muelles de relé, cuchillas de interruptor |
| Aluminio (5052, 1100) | 0,2 – 2,0 milímetros | 800 | Disipadores de calor, protectores EMI, contactos de batería |
| Cobre (C110) | 0,1 – 1,5 milímetros | 1.200 | Barras colectoras, clips de puesta a tierra |
Tolerancias dimensionales alcanzables con estampado de alta velocidad
A pesar de las altas tasas de ciclismo,Metales NuoteMantiene tolerancias estrictas mediante detección interna y selección de acero para herramientas.
| Tipo de característica | Tolerancia estándar (alto volumen) | Capacidad de precisión (con sensores en el troquel) |
|---|---|---|
| Diámetro del agujero (menos de 5 mm) | ±0,025 mm | ±0,010 mm |
| Contorno en blanco (tira progresiva) | ±0,050 mm | ±0,025 mm |
| Distancia entre centros de agujero a agujero | ±0,050 mm | ±0,025 mm |
| Altura de formado (curvas, hoyuelos) | ±0,075 milímetros | ±0,050 mm |
| Planitud (por 50 mm de longitud) | ±0,10 milímetros | ±0,05 milímetros |
| Altura de la rebaba (bordes cortados) | ≤0,05mm | ≤0,025mm |
Volúmenes de producción para estampado de alta velocidad
Estampado de alta velocidadEs más económico en volúmenes más altos.Metales Nuoteproporciona orientación sobre los niveles de volumen.
| Nivel de volumen | Cantidad típica de piezas | Proceso recomendado | Plazo de entrega (herramientas) |
|---|---|---|---|
| Prototipo / Piloto | 100 – 5000 unidades | Corte por láser o herramientas blandas | 7 – 14 días |
| Volumen bajo | 5.000 – 50.000 unidades | Estampación convencional (80 SPM) | 20 – 30 días |
| Volumen medio | 50.000 – 500.000 unidades | Estampado de alta velocidad (400 SPM) | 25 – 35 días |
| Alto volumen | 500.000 – más de 10 millones de unidades | Estampado de alta velocidad (800+ SPM) | 30 – 45 días |
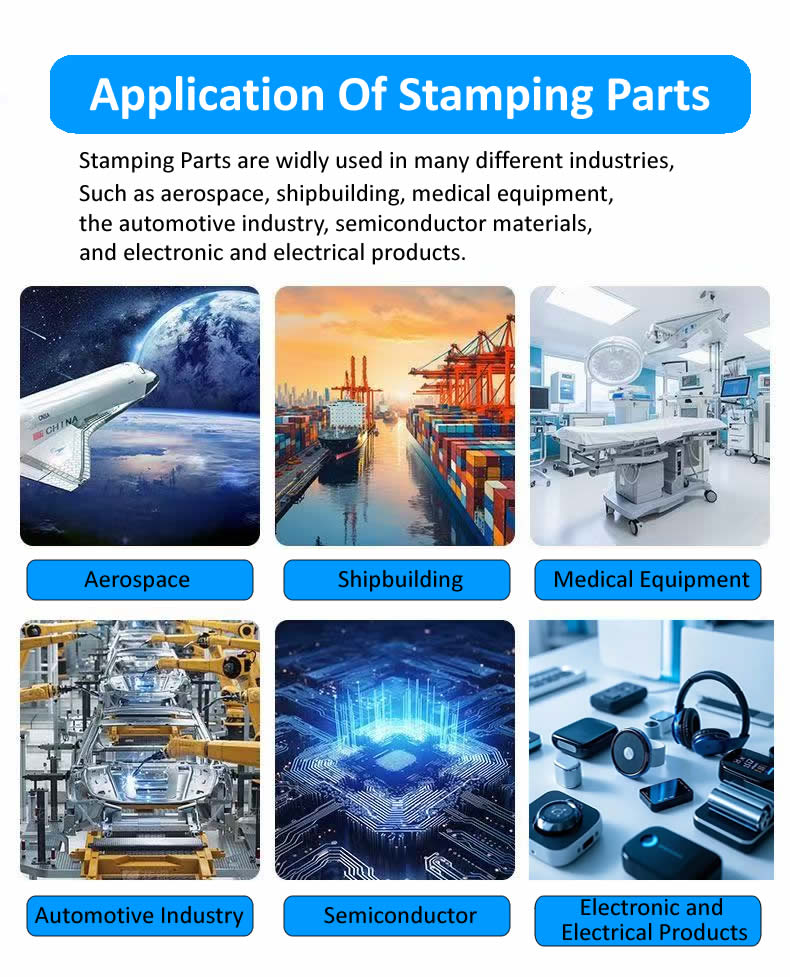
Aplicaciones más adecuadas para estampado de alta velocidad
Metales Nuoteha aplicado el estampado de alta velocidad en muchas industrias. A continuación se muestran familias de piezas características.
Componentes eléctricos y electrónicos
Contactos de batería y terminales de tipo botón
Cuchillas de relé y interruptor
Pines y zócalos del conector
Latas de blindaje (EMI/RFI)
Marcos de conductores para semiconductores
Anillos colectores y portaescobillas
Sujetadores y clips para automóviles
Clips y retenedores de mazos de cables
Abrazaderas de manguera (estilo banda)
Terminales de caja de fusibles
Soportes de montaje de sensores (formato pequeño)
Juntas y cuñas
Componentes de la hebilla del cinturón de seguridad
Componentes de dispositivos médicos
Mandíbulas de instrumentos quirúrgicos (espacios en blanco estampados)
Carcasas para dispositivos implantables (de pared delgada)
Anillos conectores de catéter
Puntas de destornillador ortopédico (formularios estampados)
Contactos de tiras reactivas de diagnóstico
Productos de consumo
Dientes y deslizadores de cremallera
Componentes de cierre a presión
Cúpulas de interruptor de llave (metal)
Contactos de batería para juguetes y controles remotos.
Clips de resorte para bolígrafos y herramientas.
Industriales y Ferretería
Arandelas de seguridad y anillos de retención
Bloques de terminales y terminales
Bridas para cables (versiones con púas metálicas)
Espaciadores y separadores
Placas de identificación y etiquetas de serie
Garantía de calidad en estampado de alta velocidad – Principios EEAT
Metales Nuotedemuestra experiencia, conocimientos, autoridad y confianza a través de rigurosos controles de procesos adaptados aestampado de alta velocidad.
Experiencia en diseño de matrices de alta velocidad
Nuestros ingenieros de herramientas han diseñado más de 500 matrices progresivas para estampado de alta velocidad a lo largo de tres décadas de experiencia combinada. Cada troquel se somete a un análisis de elementos finitos (FEA) para predecir el movimiento de la tira y los modos de vibración antes de la fabricación.
Experiencia en monitoreo en proceso
El estampado a alta velocidad requiere información de calidad en tiempo real. Nuote Metals emplea:
Sensores ópticos: detectan la presencia y la forma de la pieza en cada carrera
Micrómetros láser: mida anchos críticos a 1000 lecturas por segundo
Prueba de corrientes parásitas: verificar la dureza del material y las grietas (para piezas de seguridad)
Software SPC: rastrea tendencias dimensionales y alarmas sobre deriva
Autoridad a través del cumplimiento de la industria
Nuestras operaciones de estampado de alta velocidad están certificadas para:
ISO 9001:2015 – Gestión de calidad total
IATF 16949 – Estándar de calidad automotriz (disponible para proyectos automotrices)
IPC-A-610 – Aceptabilidad de conjuntos electrónicos (cuando corresponda)
RoHS y REACH: cumplimiento de materiales para todas las piezas producidas

Confianza a través de la transparencia de datos
Para cada pedido de producción de estampado de alta velocidad, Nuote Metals proporciona:
Informe de inspección del primer artículo: dimensiones 100 % medidas
Estudio de capacidad de proceso (Cpk): para dimensiones críticas para el cliente
Certificados de materiales: rastreables hasta el molino original
Piezas de muestra: 20 piezas enviadas antes de la producción completa
Estampado de alta velocidad versus estampado convencional: una comparación
Al seleccionar un proceso de fabricación, es esencial comprender las compensaciones.
| Factor | Estampación convencional | Estampado de alta velocidad |
|---|---|---|
| Golpes por minuto | 30 – 80 | 200 – 1200 |
| Volumen anual típico | 50k – 500k piezas | 500k – 50M de piezas |
| Construcción de matrices | Acero para herramientas (D2, A2) | Insertos de carburo + acero para herramientas |
| Costo del troquel | Inferior (construcción más sencilla) | Mayor (se requiere rectificado de precisión) |
| Complejidad de la pieza | Simple a moderado | Simple (principalmente plano o de formación suave) |
| Rango de espesor del material | 0,5 – 6,0 milímetros | 0,1 – 3,0 milímetros |
| tiempo de cambio | 1 – 2 horas | 0,5 – 1 hora (herramientas de cambio rápido) |
| Mano de obra por turno | 1 – 2 operadores | 0,5 operadores (semiautomático) |
| Precio por pieza (alto volumen) | Moderado | muy bajo |
Metales Nuoterecomienda el estampado a alta velocidad cuando los volúmenes anuales superan las 500.000 piezas y la geometría de la pieza es principalmente plana o presenta curvas leves.
Preguntas frecuentes sobre el estampado de alta velocidad
A continuación se detallan las consultas técnicas más comunes recibidas por Nuote Metals con respecto aestampado de alta velocidad.
P1: ¿Cuál es el volumen anual mínimo requerido para justificar los costos de herramientas de estampado de alta velocidad?
R: El punto de equilibrio para el estampado a alta velocidad depende de la complejidad y el material de la pieza. Como regla general desde Nuote Metals, la estampación a alta velocidad resulta económicamente ventajosa cuando los volúmenes anuales superan las 500.000 piezas para piezas simples (arandelas, clips, terminales) o las 200.000 piezas para piezas moderadamente complejas (múltiples curvaturas, tolerancias estrictas). Por debajo de estos umbrales, el estampado convencional o incluso el punzonado CNC pueden ofrecer un costo total más bajo cuando se considera la amortización de las herramientas. Por ejemplo, una matriz progresiva típica de estampado de alta velocidad con inserciones de carburo cuesta entre 8 000 y 20 000 dólares, según el número de estaciones. Si ese troquel produce piezas a 0,01 dólares cada una frente al estampado convencional a 0,03 dólares cada una, el ahorro por pieza es de 0,02 dólares. El dado se amortiza solo después de 400.000-1.000.000 de piezas. Nuote Metals proporciona un análisis comparativo de costos gratuito para el dibujo de su pieza: calculamos el precio de la pieza tanto para los métodos de estampado convencionales como para los de alta velocidad.
P2: ¿Puede el estampado de alta velocidad producir piezas con formas tridimensionales complejas, como copas embutidas o soportes de múltiples ángulos?
R: El estampado a alta velocidad es más adecuado para piezas predominantemente planas o que tienen un conformado suave (alturas de curvatura de hasta 3 a 4 veces el espesor del material). La embutición profunda (profundidad de la copa mayor que el diámetro) o los soportes complejos de múltiples ángulos generalmente requieren velocidades de prensa más lentas (30 a 80 SPM) para permitir que el material fluya adecuadamente sin rasgarse ni arrugarse. Sin embargo, Nuote Metals puede incorporar conformado limitado en troqueles de estampado de alta velocidad, por ejemplo, nervaduras en relieve, hoyuelos poco profundos, curvaturas desplazadas (formas en Z) y curvaturas en U simples de hasta 90 grados. Si su pieza requiere una embutición profunda de más de 8 mm o múltiples dobleces compuestos, le recomendamos nuestra línea de estampado convencional que opera a 60-100 SPM pero puede manejar geometrías más complejas. Póngase en contacto con Nuote Metals con su modelo 3D y nuestros ingenieros le indicarán si el estampado a alta velocidad es técnicamente viable para su geometría específica.
P3: ¿Cómo mantiene Nuote Metals la estabilidad dimensional durante tiradas largas de estampado a alta velocidad (millones de golpes)?
R: Mantener la precisión durante millones de golpes es el principal desafío del estampado a alta velocidad. Nuote Metals emplea tres estrategias. En primer lugar, utilizamos insertos de carburo para todas las estaciones críticas de corte y conformado: el carburo mantiene los bordes afilados entre 10 y 20 veces más que el acero para herramientas, lo que evita el crecimiento de rebabas y la desviación dimensional. En segundo lugar, nuestras prensas de estampado de alta velocidad están equipadas con sistemas de lubricación automática que aplican microaceite a la bobina en cada golpe, reduciendo la fricción y la acumulación de calor. En tercer lugar, implementamos sensores en el troquel: sensores ópticos monitorean la presencia de piezas y micrómetros láser verifican el ancho de las llaves cada 10,000 golpes. Cuando cualquier medición se acerca a los límites de control, la prensa se detiene automáticamente. Utilizando estos métodos, Nuote Metals ejecuta regularmente trabajos de estampado a alta velocidad de 5 a 10 millones de piezas sin un desgaste significativo de las herramientas. Proporcionamos informes continuos de Cpk cada 100 000 piezas para demostrar la estabilidad del proceso.
P4: ¿Qué tipos de defectos son exclusivos del estampado a alta velocidad y cómo los previene Nuote Metals?
R: El estampado a alta velocidad introduce modos de defectos que no se ven en procesos más lentos. Los más comunes incluyen pandeo de la bobina (el material se acumula en la entrada del troquel debido a un desajuste de alimentación), excoriación (el metal se transfiere a las superficies del punzón debido al calor) y decapado incompleto (la pieza se pega al punzón y vuelve a subir). Nuote Metals previene esto a través de características de diseño específicas: rodillos de alimentación de precisión con servocontrol (precisión de ±0,02 mm), punzones pulidos y recubiertos (los recubrimientos de TiN o TiCN reducen la irritación) y placas extractoras positivas con presión de resorte adaptadas al espesor del material. Además, nuestras prensas de estampado de alta velocidad incluyen detectores de atascos y sensores de pandeo de tiras que detienen la prensa en un solo golpe. Para materiales propensos a agrietarse en los bordes a alta velocidad (por ejemplo, acero inoxidable semiduro), podemos recomendar recocido o un lubricante diferente. Si tiene alguno de estos problemas con un proveedor de estampado de alta velocidad existente, Nuote Metals puede revisar el diseño de su pieza y matriz sin costo alguno.
¿Por qué asociarse con Nuote Metals para el estampado de alta velocidad?
Seleccionar el socio de estampado de alta velocidad adecuado garantiza una calidad constante al precio por pieza más bajo. Nuote Metals ofrece:
Prensas dedicadas de alta velocidad: de 200 a 1200 SPM, de 25 a 200 toneladas
Fabricación interna de troqueles de carburo: sin retrasos en la subcontratación
Producción automatizada de bobina a pieza: coste laboral mínimo por pieza
Tolerancias de ±0,01 mm: verificadas mediante sistemas ópticos y láser
Volúmenes de 50k a 50M+ – Capacidad flexible
Certificados de materiales e informes Cpk: trazabilidad total
Logística global: envío a más de 40 países
ContactoMetales Nuotehoy para enviar tu dibujo para unestampado de alta velocidadrevisión de viabilidad y cotización basada en volumen.
Etiquetas calientes: Estampado de alta velocidad,Fabricante de estampado en China,Estampado de alta velocidad en China
Enviar Consulta
Por favor, siéntase libre de dar su consulta en el siguiente formulario. Le responderemos en 24 horas.









X
Utilizamos cookies para ofrecerle una mejor experiencia de navegación, analizar el tráfico del sitio y personalizar el contenido. Al utilizar este sitio, acepta nuestro uso de cookies.
política de privacidad