
Productos






Piezas de acero estampadas
¿Necesita piezas de acero estampadas resistentes? Nuote Metals, una fábrica de China, ofrece componentes de acero estampados personalizados para maquinaria pesada y construcción. Nuestro estampado de alto tonelaje garantiza un espesor constante y resistencia al impacto. Resuelva las debilidades estructurales con piezas de acero diseñadas para brindar resistencia. Confíe en la fábrica para obtener una durabilidad duradera.
Enviar Consulta
Descripción del Producto
Para innumerables productos industriales y comerciales, la columna vertebral es el acero.Piezas de acero estampadasofrecen una combinación inigualable de resistencia mecánica, disponibilidad de materiales y rentabilidad. Desde soportes para equipos pesados hasta marcos electrónicos de precisión, los componentes de acero estampado dominan las aplicaciones donde la confiabilidad bajo carga es esencial.
Metales Nuotelleva más de una década produciendo piezas de acero estampado de alta calidad. Nuestras prensas manejan aceros aleados y con bajo contenido de carbono, alto carbono y espesores de 0,3 mm a 6,0 mm. Combinamos la ciencia de los materiales con procesos de estampado eficientes para ofrecer componentes que cumplan con rigurosos estándares de rendimiento sin costos innecesarios.

¿Qué son las piezas de acero estampadas?
Piezas de acero estampadasson componentes metálicos formados alimentando bobinas o láminas de acero en una prensa de estampado equipada con matrices personalizadas. La prensa realiza operaciones como cortar, perforar, doblar, dibujar o estampar para crear la forma final.
El término "piezas de acero estampado" generalmente se refiere a componentes hechos de acero al carbono o acero de baja aleación, distintos del acero inoxidable, el aluminio o el latón. Los grados de acero comunes incluyen:
Acero con bajo contenido de carbono (SPCC, SPCD, Q195, 1008): excelente formabilidad, económico
Acero al carbono medio (S45C, 1045): mayor resistencia y resistencia al desgaste
Acero con alto contenido de carbono (SK5, 1080): temple elástico, dureza
Acero aleado (ACERO PARA RESORTES, 51CrV4): alta resistencia a la fatiga para cargas dinámicas
Metales Nuoteselecciona el grado de acero óptimo para cada aplicación, equilibrando los requisitos de conformabilidad, resistencia, costo y acabado superficial.
Mira el Vídeo para saber más sobre nuestro Taller de Estampación
¿Por qué elegir acero para componentes estampados?
El acero sigue siendo el material más estampado por una buena razón.Metales NuoteDestaca estas ventajas de las piezas de acero estampado:
Alta relación resistencia-costo: el acero ofrece mayor resistencia que el aluminio o el latón a un menor costo de material.
Propiedades magnéticas: esenciales para sensores, relés y conjuntos electromagnéticos
Soldabilidad: las piezas de acero aceptan fácilmente soldadura por puntos, proyección o láser.
Compatibilidad de revestimiento: zinc, níquel, estaño y otros revestimientos se adhieren bien al acero.
Disponibilidad: la bobina de acero está disponible en todo el mundo con plazos de entrega cortos
Especificaciones técnicas de las piezas de acero estampado de Metales Nuote
Opciones de materiales para piezas de acero estampado
| Calificación | Tipo | Resistencia a la tracción (MPa) | Límite elástico (MPa) | Dureza típica | Mejores aplicaciones |
|---|---|---|---|---|---|
| SPCC/Q195 | Bajas emisiones de carbono, calidad comercial. | 270 – 350 | 180 – 240 | HRB 45–60 | Soportes generales, recintos, piezas de chasis. |
| SPCD/1008 | Bajo carbono, calidad de dibujo. | 280 – 370 | 190 – 250 | HRB 50–65 | Tazas dibujadas, formas complejas. |
| SPCE/1010 | Calidad de embutición profunda y baja en carbono | 300 – 390 | 210 – 260 | HRB 55–70 | Carcasas embutidas, depósitos de combustible para automóviles |
| S45C/1045 | Carbono medio | 570 – 700 | 350 – 450 | HRB 85–95 | Engranajes (espacios en blanco estampados), ejes, placas de desgaste |
| SK5/1080 | Alto carbono (acero para resortes) | 800 – 1100 (endurecido) | 500 – 800 | CDH 40–55 | Clips, resortes, anillos de retención, hojas de sierra |
| 51CrV4 | Acero para resortes de aleación | 1.200 – 1.500 | 1.000 – 1.300 | CDH 45–52 | Ballestas de ciclo alto, discos de embrague |
Capacidades dimensionales para piezas de acero estampado
Metales Nuoteproducepiezas de acero estampadasen una amplia gama de tamaños y tolerancias.
| Parámetro | Capacidad estándar | Capacidad de precisión (bajo pedido) |
|---|---|---|
| Espesor del material | 0,3 mm – 6,0 mm | 0,2 mm – 8,0 mm (grados limitados) |
| Dimensión máxima de la pieza (troquel progresivo) | 300mm x 300mm | 400mm x 400mm |
| Dimensión máxima de la pieza (matriz de transferencia) | 500mm x 600mm | 600mm x 800mm |
| Tolerancias (supresión/perforación) | ±0,10 milímetros | ±0,05 milímetros |
| Tolerancias (ángulos de curvatura) | ±1° | ±0,5° |
| Diámetro mínimo del agujero (perforación) | 1,0 x espesor del material | 0,8 x espesor del material |
| Altura de la rebaba (estándar) | ≤0,10mm | ≤0,05mm |
Procesos de estampado para piezas de acero estampadas
Metales Nuoteselecciona el método de estampado apropiado según la geometría y el volumen de la pieza.
| Proceso | Espesor típico del acero | Rango de volumen anual | Ventajas |
|---|---|---|---|
| Estampación compuesta | 0,5 – 6,0 milímetros | 5k – 100k | Bajo costo de herramientas, piezas planas simples |
| Estampación progresiva | 0,3 – 4,0 milímetros | 100k – 10M+ | Piezas multiestación complejas y de alta velocidad |
| Estampación por transferencia | 1,0 – 6,0 mm | 50k – 500k | Piezas grandes, embuticiones profundas |
| Supresión fina | 1,0 – 12,0 milímetros | 50k – 500k | Bordes cortantes sin rebabas, planitud ajustada |
Acabados de superficie disponibles
Mayoríapiezas de acero estampadasrecibir tratamientos post-estampado para prevenir la corrosión o mejorar la apariencia.
| Finalizar | Descripción | Espesor | Resistencia a la corrosión (rocío de sal) |
|---|---|---|---|
| Galvanizado (transparente/azul/amarillo) | Zinc galvanizado con pasivación. | 5 – 12 micras | 48 – 120 horas |
| Aleación de zinc-níquel | Protección superior contra la corrosión | 8 – 15 micras | 200 – 500 horas |
| Galvanizado en caliente | Revestimiento de zinc pesado, acabado mate. | 40 – 80 micras | 500 – 1000 horas |
| óxido negro | Recubrimiento de conversión, antideslumbrante | 0,5 – 1,5 micras | 24 – 72 horas (requiere aceite) |
| Recubrimiento en polvo | Revestimiento polimérico coloreado. | 60 – 120 micras | Más de 500 horas (dependiendo de la calidad) |
| E-coat / electrorrecubrimiento | Inmersión epoxi catódica | 15 – 25 micras | 300 – 600 horas |
| Fosfato (manganeso/zinc) | Recubrimiento de conversión para base de pintura o lubricación. | 2 – 10 micras | Bajo (requiere capa final) |
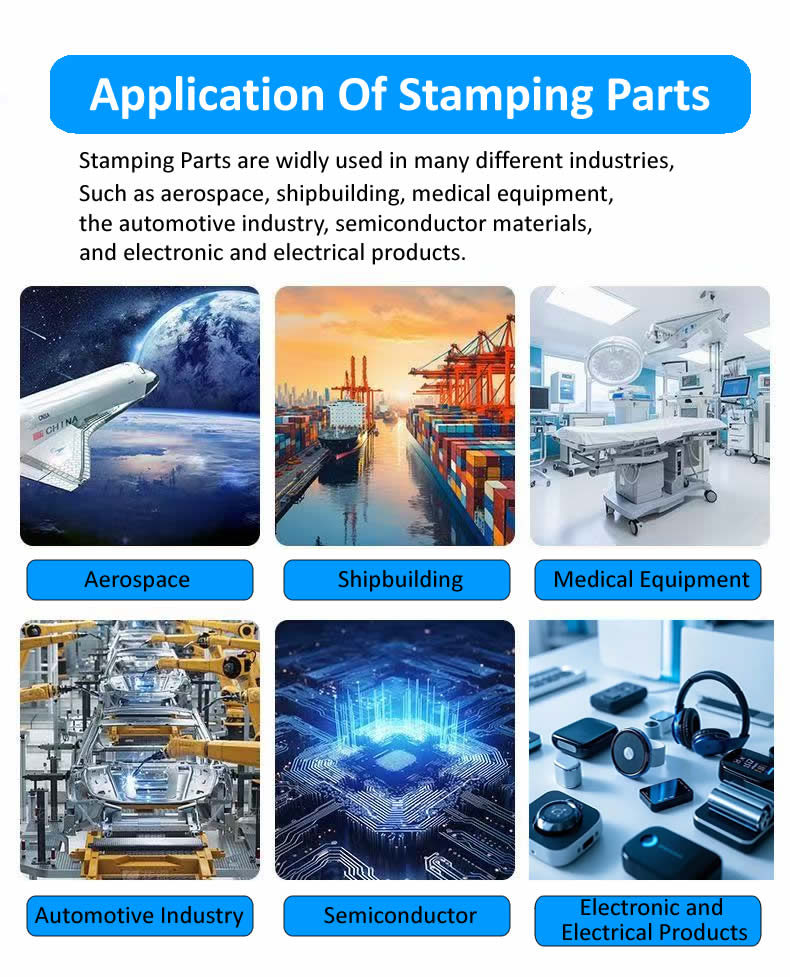
Aplicaciones de piezas de acero estampadas
Metales Nuotesuministra piezas de acero estampadas en casi todas las industrias. A continuación se muestran ejemplos representativos por sector.
Barra colectora para batería de vehículo eléctrico (acero con bajo contenido de carbono, 2,0 mm de espesor)
Un fabricante de paquetes de baterías para vehículos eléctricos necesitaba una serie de barras colectoras para conectar celdas individuales. Los requisitos eran exigentes: planitud de 0,1 mm en 150 mm de longitud, múltiples orificios perforados con precisión para terminales de celda y un revestimiento de zinc-níquel para resistencia a la corrosión. El volumen anual fue de 80.000 juegos, demasiado alto para un CNC y demasiado complejo para una matriz simple.
Metales Nuotediseñó un troquel progresivo con ocho estaciones: perforación, ranurado, acuñado para lograr planitud y corte final. Las piezas de acero estampada salieron de la prensa a 60 golpes por minuto, cada una con una planitud de 0,08 mm y posiciones de orificios dentro de ±0,05 mm. Después del revestimiento, las barras colectoras pasaron 500 horas de prueba de niebla salina. El cliente redujo el costo de los componentes en un 62 % en comparación con el cobre mecanizado y eliminó dos operaciones secundarias. Tres años después de su producción, el troquel ha producido más de 1,2 millones de barras colectoras sin fallas en el campo.
Este caso muestra lo que pueden lograr las piezas de acero estampado cuando las herramientas y el proceso se adaptan a la aplicación, no solo al volumen.
Garantía de calidad de piezas de acero estampadas – EEAT en la práctica
Metales NuoteSigue un sistema de calidad integral adaptado a las características del acero estampado.
Experiencia con grados de acero
Nuestros metalúrgicos e ingenieros de herramientas tienen más de 10 años de experiencia en el estampado de aceros al carbono y aleados. Entendemos:
Comportamiento de recuperación elástica: la recuperación elástica del acero varía según el contenido de carbono; compensamos en el diseño del troquel
Formación de rebabas: el acero más blando con bajo contenido de carbono produce rebabas más grandes que el acero duro; ajustamos las holguras en consecuencia
Generación de calor: el estampado de acero grueso genera una cantidad significativa de calor; Usamos lubricantes y control de velocidad de prensa.
Experiencia en tratamiento post-estampado
Piezas de acero estampadasRequieren protección contra la corrosión para la mayoría de las aplicaciones. Nuote Metals opera internamente el galvanizado y se asocia con empresas de recubrimiento certificadas para recubrimiento en polvo y e-coat. Proporcionamos:
Medición del espesor del revestimiento: fluorescencia de rayos X (XRF) para revestimiento
Prueba de adherencia: prueba de cinta cruzada según ASTM D3359
Prueba de niebla salina: ASTM B117 para validación de resistencia a la corrosión
Autoridad a través de estándares
Nuestropiezas de acero estampadasCumplir con:
ISO 9001:2015 – Sistema de gestión de calidad
IATF 16949 – Calidad automotriz (disponible previa solicitud para proyectos automotrices)
ASTM A109 – Norma para flejes de acero al carbono laminados en frío
RoHS: para piezas chapadas (sin cromo hexavalente cuando se especifique)

Confianza a través de la documentación
Cada envío de piezas de acero estampadas de Nuote Metals incluye:
Informe de prueba de materiales (MTR) – Certificado de fábrica con propiedades químicas y mecánicas
Registro de inspección dimensional: mediciones clave con estado de pasa/falla
Certificado de recubrimiento (si está chapado o revestido): espesor, tipo, número de lote
Inspección del primer artículo (FAI): informe dimensional completo para herramientas nuevas
Consideraciones de diseño para piezas de acero estampado
Para ayudar a los clientes a optimizar sus diseños para su capacidad de fabricación, Nuote Metals ofrece estas pautas.
Radios de curvatura mínimos
| Espesor del material | Acero bajo en carbono (SPCC) | Acero para resortes con alto contenido de carbono (SK5) |
|---|---|---|
| 0,5 milímetros | 0,5 mm (1xT) | 1,0 mm (2xT) |
| 1,0 milímetros | 1,0 mm (1xT) | 2,0 mm (2xT) |
| 2,0 milímetros | 2,0 mm (1xT) | 4,0 mm (2xT) |
| 3,0 milímetros | 3,0 mm (1xT) | 6,0 mm (2xT) |
| 4,0 milímetros | 5,0 mm (1,25xT) | No recomendado |
Tamaño mínimo del agujero
Perforaciones en acero con bajo contenido de carbono: Diámetro ≥ espesor del material
Perforaciones en acero con alto contenido de carbono o acero aleado: Diámetro ≥ 1,2 x espesor del material
Distancia al borde (agujero a borde): ≥ 1,5 x espesor del material (para evitar abultamientos)
Tolerancias para características dobladas
| Característica | Tolerancia estándar | Precisión (con acuñación) |
|---|---|---|
| Ángulo de curvatura (flexión por aire) | ±1,5° | ±0,75° |
| Ángulo de curvatura (acuñación) | ±0,5° | ±0,25° |
| Altura del formulario (hoyuelos, desplazamientos) | ±0,15mm | ±0,08 milímetros |
| Longitud de brida | ±0,20 milímetros | ±0,10 milímetros |
Preguntas frecuentes sobre piezas de acero estampado
A continuación se detallan las consultas técnicas más comunes recibidas por Nuote Metals con respecto apiezas de acero estampadas.
P1: ¿Cuál es la diferencia entre piezas de acero estampado con bajo contenido de carbono y alto contenido de carbono? ¿Cómo elijo?
R: El contenido de carbono determina la resistencia, la dureza y la formabilidad. Las piezas de acero estampado con bajo contenido de carbono (SPCC, 1008, 1010) contienen menos del 0,15% de carbono. Son suaves, dúctiles y fáciles de estampar en formas complejas que incluyen embuticiones profundas y curvas cerradas. Sin embargo, tienen una resistencia relativamente baja (tracción de 270 a 400 MPa) y no pueden tratarse térmicamente para obtener una mayor dureza. Las piezas de acero estampado con alto contenido de carbono (SK5, 1080) contienen entre 0,75 y 1,0 % de carbono. Son mucho más resistentes (tensión de 800 a 1100 MPa después del endurecimiento) y pueden tratarse térmicamente a HRC 50 a 60. Sin embargo, son menos conformables (radio de curvatura mínimo 2xT o más) y requieren prensas más pesadas. Nuote Metals recomienda acero con bajo contenido de carbono para soportes, gabinetes, chasis y carcasas embutidas. Se recomienda acero con alto contenido de carbono para resortes, clips, retenedores y piezas resistentes al desgaste. Para aplicaciones que necesitan resistencia entre estos extremos, el acero al carbono medio (1045) ofrece un equilibrio.
P2: ¿Cómo previene Nuote Metals la oxidación de las piezas de acero estampadas antes de que el cliente las ensamble o recubra?
R: El acero se oxida rápidamente cuando se expone a la humedad. Nuote Metals toma varias medidas para protegerpiezas de acero estampadasdurante el almacenamiento y el tránsito. Primero, para las piezas que chaparemos o recubriremos, las procesamos dentro de las 24 a 48 horas posteriores al estampado para minimizar la oxidación. En segundo lugar, para las piezas enviadas en el estado “tal como están estampadas” (sin recubrimiento), aplicamos un aceite para prevenir la oxidación (ligero, removible con un limpiador alcalino) y las empacamos en bolsas con barrera contra la humedad con desecante. En tercer lugar, ofrecemos un recubrimiento temporal de fosfato (fosfato de manganeso o zinc) que proporciona de 1 a 3 meses de protección contra la oxidación en interiores y también mejora la adhesión de la pintura para los clientes que pintarán más adelante. Para almacenamiento a largo plazo o envío internacional, recomendamos que los clientes especifiquen una capa protectora (galvanizado o e-coat) como parte del pedido. Si recibe piezas de acero estampadas que muestran un ligero óxido en la superficie, generalmente se puede eliminar con un abrasivo suave o un decapado ácido, pero para aplicaciones críticas, especifique un plan de prevención de la corrosión con Nuote Metals en la etapa de cotización.
P3: ¿Cuál es el espesor máximo de piezas de acero estampado que Nuote Metals puede producir? ¿Las piezas más gruesas requieren herramientas especiales?
R: Nuote Metals puede estampar acero de hasta 8,0 mm de espesor para operaciones simples de corte y hasta 6,0 mm para piezas que requieren doblado o conformado. Sin embargo, las piezas gruesas de acero estampado (más de 4,0 mm) requieren consideraciones especiales. En primer lugar, el tonelaje de la prensa aumenta significativamente: una pieza de acero de 6,0 mm de espesor puede requerir entre 200 y 400 toneladas, según el tamaño de la pieza en bruto. En segundo lugar, se deben aumentar los espacios libres de las herramientas (normalmente entre un 10 % y un 15 % por lado) para evitar rebabas excesivas y roturas de las herramientas. En tercer lugar, el acero grueso tiene una recuperación elástica mínima, por lo que la compensación de la recuperación elástica es menos crítica, pero el agrietamiento de los bordes se convierte en una preocupación para los agujeros cerca de los bordes.Metales Nuotetiene una capacidad de prensa de hasta 400 toneladas y mantiene existencias de acero para herramientas adecuadas para estampado de gran calibre. Para piezas de más de 6,0 mm de espesor, a menudo recomendamos el corte por láser o por plasma como alternativa al estampado, ya que los costos de herramientas se vuelven prohibitivos. Envíe su plano de espesor grueso a Nuote Metals para una comparación de viabilidad y costos.
P4: ¿Se pueden estampar piezas de acero estampadas con orificios roscados o inserciones de hardware? ¿Qué operaciones secundarias están disponibles?
R: Sí,Metales Nuoteofrece varios métodos para agregar roscas a piezas de acero estampadas. Los más comunes son el roscado (cortar roscas directamente en orificios perforados) y la formación de roscas (para acero más grueso, desplazar material para crear roscas sin astillas). Disponemos de roscadoras propias para agujeros desde M2 hasta M12. Para aplicaciones que requieren roscas más fuertes o sujetadores removibles, podemos instalar insertos (tuercas o pernos autorroscantes estilo PEM) directamente en el troquel de estampado utilizando equipos de inserción automatizados. Otras operaciones secundarias para piezas de acero estampadas incluyen soldadura por puntos (soldadura por proyección de tuercas o soportes), remachado (unión de dos componentes estampados) y tratamiento térmico (para piezas con alto contenido de carbono que necesitan un temple elástico). Especifique cualquier operación secundaria en su dibujo y Nuote Metals la incorporará al flujo del proceso, a menudo dentro del mismo troquel progresivo para reducir los costos de manipulación.

¿Por qué asociarse con Nuote Metals para piezas de acero estampado?
Seleccionar el socio de estampado adecuado garantiza una calidad constante, precios competitivos y una entrega confiable de sus componentes de acero. Nuote Metals ofrece:
- Amplia selección de acero: grados bajos, medios, altos en carbono y aleaciones en stock
- Rango de espesor: 0,3 mm a 6,0 mm (8,0 mm para el corte)
- Galvanizado interno: líneas de zinc, zinc-níquel y óxido negro
- Roscado e inserción de hardware: operaciones secundarias en sitio
- Volúmenes de 1.000 a 10.000.000+: desde prototipos hasta producción en masa
- Análisis DFM gratuito: optimizamos su diseño para el estampado antes del mecanizado
- Piezas de muestra: 20 piezas gratuitas de herramientas de producción
- Envío global: aéreo o marítimo a América del Norte, Europa, Asia y más allá
ContactoMetales Nuotehoy para subir tu dibujo o discutir tupiezas de acero estampadasrequisitos del proyecto.
Etiquetas calientes: Piezas de acero estampadas,Piezas de acero estampadas en China,Fabricante de piezas estampadas
Enviar Consulta
Por favor, siéntase libre de dar su consulta en el siguiente formulario. Le responderemos en 24 horas.









X
Utilizamos cookies para ofrecerle una mejor experiencia de navegación, analizar el tráfico del sitio y personalizar el contenido. Al utilizar este sitio, acepta nuestro uso de cookies.
política de privacidad