
Productos






Estampado de piezas pequeñas
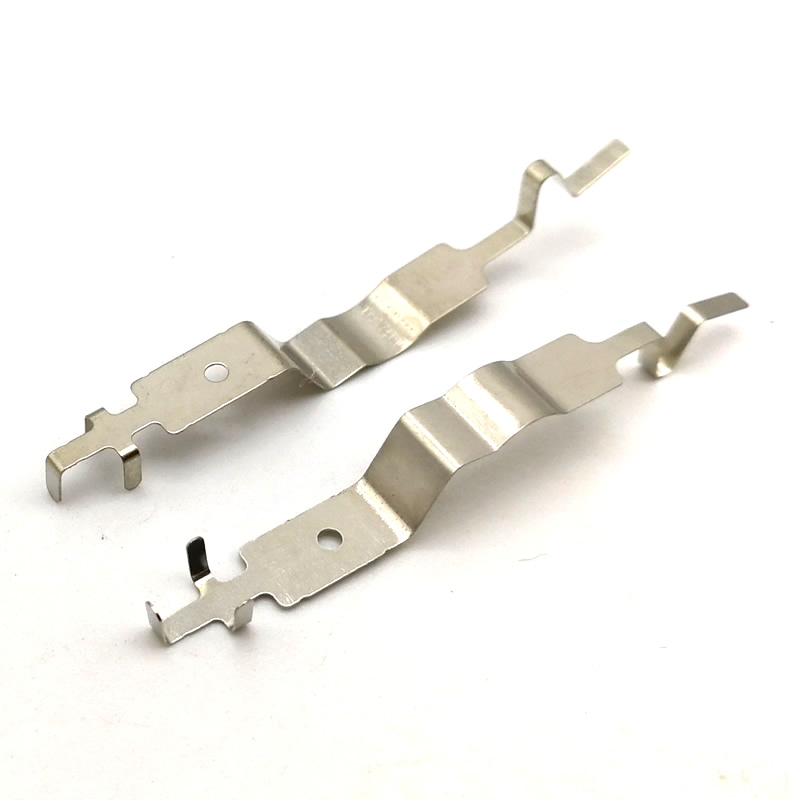
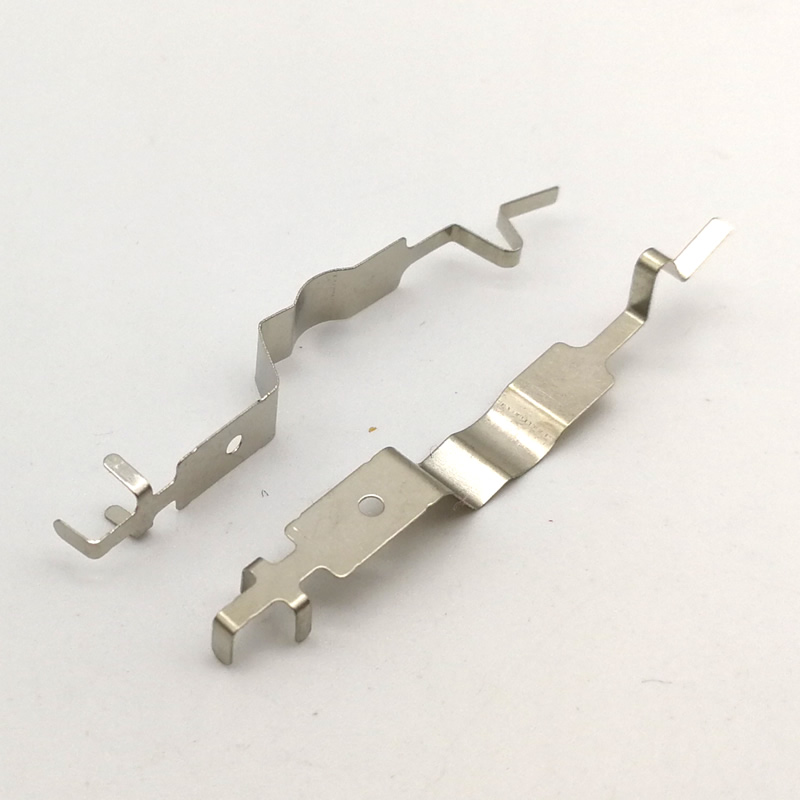
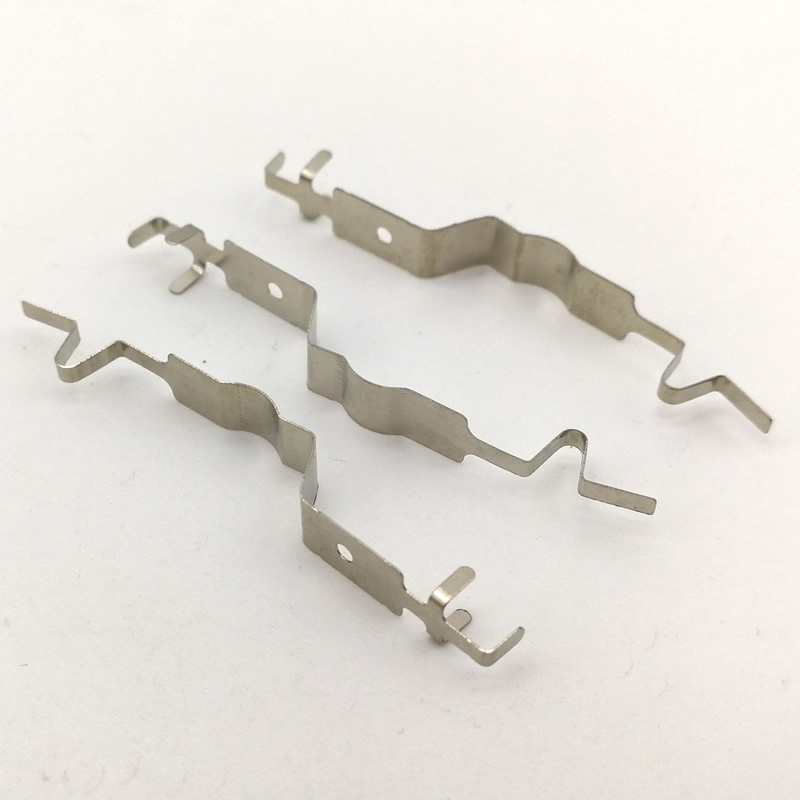
Desde China, el fabricante Nuote Metals ofrece estampado personalizado de piezas pequeñas para dispositivos electrónicos y médicos. Los troqueles de precisión crean componentes diminutos con tolerancias estrictas. Resuelva los desafíos de miniaturización de manera confiable. Confíe en el fabricante por la calidad en cada pequeño detalle.
Enviar Consulta
Descripción del Producto
En el mundo del conformado de metales, el tamaño presenta desafíos únicos. Estampar piezas pequeñas (componentes que miden sólo unos pocos milímetros de ancho o pesan fracciones de gramo) requiere equipos, herramientas y control de procesos especializados. Una pequeña rebaba o un cambio dimensional de 0,02 mm pueden inutilizar un lote completo.
Metales Nuotecuenta con líneas de producción dedicadas específicamente paraestampación de piezas pequeñas. Nuestras prensas, alimentadores y troqueles están optimizados para componentes en miniatura utilizados en electrónica, dispositivos médicos, relojería y sistemas automotrices de precisión. Producimos estampado de piezas pequeñas a velocidades de hasta 1200 golpes por minuto, con tolerancias mantenidas en ±0,01 mm.
¿Qué es el estampado de piezas pequeñas?
Estampación de piezas pequeñasSon componentes metálicos caracterizados típicamente por:
Dimensión máxima: menos de 30 mm en cualquier dirección
Espesor del material: normalmente de 0,1 mm a 1,5 mm
Peso: a menudo menos de 5 gramos
Complejidad: puede incluir múltiples curvaturas, agujeros perforados, elementos en relieve o superficies acuñadas.
Ejemplos de estampado de piezas pequeñas incluyen clavijas de conector, contactos de resorte, cubiertas protectoras, terminales de batería, eslabones de reloj, soportes de sensores y puntas de instrumentos quirúrgicos.
La economía depiezas estampadasson únicos. Si bien el precio por pieza es bajo, las herramientas son densas (muchas cavidades por matriz) y los requisitos de calidad son excepcionalmente altos. Nuote Metals ha perfeccionado el proceso para ofrecer confiabilidad a escala.
¿Por qué elegir Nuote Metals para estampar piezas pequeñas?
Prensas Especializadas para Piezas Pequeñas
Las prensas de estampado estándar no son ideales paraestampado de piezas. Nuote Metals opera prensas de precisión de alta velocidad con:
Longitudes de carrera cortas: de 10 mm a 30 mm (reduce el tiempo de aire, aumenta el SPM)
Marcos con amortiguación de vibraciones: mantiene la alineación del troquel a altas velocidades
Alimentación servo con precisión de ±0,02 mm: esencial para bobinas delgadas y estrechas
Sensores en el troquel: detectan atascos, expulsión de piezas y desgaste de herramientas
Herramientas diseñadas para funciones en miniatura
Nuestros troqueles paraestampación de piezas pequeñasa nosotrosar:
Punzones de carburo microrectificado: diámetros tan pequeños como 0,3 mm
Insertos de carburo de tungsteno: resisten el desgaste de ciclos elevados
Expulsión positiva de piezas: los pasadores de aire o de resorte evitan que se peguen
Estaciones de verificación óptica: cámaras integradas para dimensiones críticas
Protocolos de manipulación y sala limpia
Las piezas pequeñas se pierden o contaminan fácilmente.Metales Nuotemantiene:
Líneas de embalaje dedicadas para piezas pequeñas: bandejas antiestáticas, cinta y carrete o bolsas personalizadas
Alimentadores magnéticos y vibratorios: para conteo y embalaje automatizados
Inspección visual 100%: ampliada para detectar defectos superficiales invisibles a simple vista
Mira el vídeo para ver cómo fabricamos piezas de estampación.
Especificaciones Técnicas para Estampación de Piezas Pequeñas
Opciones de materiales
| Material | Espesor común (mm) | Piezas pequeñas típicas |
|---|---|---|
| Acero bajo en carbono (SPCC, 1008) | 0,15 – 1,0 | Arandelas, espaciadores, clips |
| Acero inoxidable (304, 301 semiduro) | 0,10 – 0,8 | Contactos de resorte, cuchillas médicas |
| Latón (C260, C268) | 0,10 – 0,8 | Pines del conector, terminales |
| Bronce fosforado (C5191) | 0,10 – 0,5 | Muelles de relé, cuchillas de interruptor |
| Cobre berilio (C17200) | 0,10 – 0,5 | Resortes de alto rendimiento, contactos de batería. |
| Aluminio (5052, 1100) | 0,15 – 1,0 | Escudos EMI, disipadores de calor |
| Alpaca | 0,10 – 0,5 | Embellecedor electrónico decorativo, contactos resistentes a la corrosión. |
Capacidades dimensionales para estampar piezas pequeñas
Metales Nuotealcanza las siguientes tolerancias enestampación de piezas pequeñas.
| Parámetro | Capacidad estándar | Capacidad de alta precisión (bajo pedido) |
|---|---|---|
| Longitud/ancho mínimo de pieza | 1,0 milímetros | 0,8 milímetros |
| Diámetro mínimo del agujero | 0,3 mm (0,5 mm para materiales más gruesos) | 0,2 mm (con punzón de carburo) |
| Tolerancia del centro de agujero a agujero | ±0,025 mm | ±0,010 mm |
| Tolerancia de contorno en blanco | ±0,025 mm | ±0,015 mm |
| Ángulo de curvatura | ±0,5° | ±0,3° |
| Planitud (más de 10 mm de longitud) | ±0,05 milímetros | ±0,02 milímetros |
| Altura de la rebaba (bordes cortados) | ≤0,03 milímetros | ≤0,01 mm (con desbarbado secundario) |
| Tolerancia del espesor de acuñación | ±0,010 mm | ±0,005 mm |
Velocidades y volúmenes de producción
| Espesor del material | Velocidad típica de prensa (SPM) | Producción diaria (por turno) | Orden mínima económica |
|---|---|---|---|
| 0,1 – 0,3 milímetros | 800 – 1200 | 400.000 – 600.000 | 500.000 piezas |
| 0,3 – 0,8 milímetros | 400 – 800 | 200.000 – 400.000 | 200.000 piezas |
| 0,8 – 1,5 milímetros | 200 – 400 | 100.000 – 200.000 | 100.000 piezas |
Nota:estampación de piezas pequeñasen volúmenes más bajos puede ser más económico mediante corte por láser o grabado químico.Metales Nuoteproporciona recomendaciones de proceso en la cotización.
Configuraciones típicas de troqueles para estampar piezas pequeñas
| Tipo de matriz | Número de estaciones | Cavidades típicas por ancho de tira | Mejor para |
|---|---|---|---|
| Progresivo de una sola fila | 8 – 20 | 1 – 2 | Piezas complejas con curvas, monedas o múltiples perforaciones. |
| Progresivo de varias filas | 10 – 30 | 4 – 16 | Piezas planas simples (arandelas, clips, terminales) |
| Troquel de transferencia | 6 – 12 | 1 (pero tira grande) | Piezas pequeñas más grandes (más de 15 mm) que requieren un conformado pesado |
Nosotrosutiliza troqueles de varias hileras para grandes volúmenesestampado de piezas, reduciendo el desperdicio de tiras y aumentando la producción por golpe de prensa.
Aplicaciones del estampado de piezas pequeñas
Metales Nuotesuministrosestampación de piezas pequeñass para industrias donde la precisión a escala miniatura es de misión crítica.
Electrónica y Conectores
Pines de conector USB y HDMI (latón o bronce fosforado)
Contactos del soporte de la tarjeta SIM (acero inoxidable, niquelado)
Contactos de resorte de batería para wearables
Dedos de protección y clips de tierra (cobre berilio)
Marcos conductores para sensores y LED
Dispositivos médicos
Componentes del cartucho y yunque de la grapadora quirúrgica
Puntas de herramientas dentales (inoxidables, con bordes afilados)
Conectores de dispositivos implantables (titanio o acero inoxidable 316L)
Anillos de bloqueo del conector del catéter
Contactos para tiras reactivas de diagnóstico (chapados en oro)
Automoción y vehículos eléctricos
Terminales de caja de fusibles (latón estañado)
Clips para mazos de cables (acero para resortes)
Soportes de montaje del sensor (delgados de acero inoxidable)
Cuchillas de contacto del puerto de carga
Barras colectoras del sistema de gestión de baterías (pequeño formato)
Relojería y Micromecánica
Puentes de tren de engranajes (latón)
Vástagos de ajuste manual (espacios en blanco estampados para mecanizado posterior)
Clips de resorte de caja
Anillos espaciadores de movimiento
Productos de consumo
Contactos de carga de auriculares (acero inoxidable chapado en oro)
Placas de montaje de motores de drones (aluminio)
Terminales de batería del control remoto
Deslizadores de cremallera y lengüetas (pequeñas de acero estampado)
Componentes de hebillas para mochilas.
Garantía de calidad para el estampado de piezas pequeñas – EEAT en la práctica
Metales NuoteAplica protocolos de calidad especializados para componentes miniatura.
Experiencia con microherramientas
Nuestros fabricantes de herramientas tienen décadas de experiencia en el rectificado de punzones de hasta 0,3 mm de diámetro. Utilizamos electroerosión por hilo y rectificado en plantilla para lograr espacios libres del troquel de 5 a 8 % por lado, lo cual es fundamental para un corte limpio de materiales delgados y sin rebabas.
Experiencia en inspección con gran aumento
Las herramientas de medición estándar son insuficientes para estampar piezas pequeñas. Usos de Nuote Metals:
Sistemas de medición de la visión: aumento de 100x con resolución submicrónica
Micrómetros láser Keyence: medición sin contacto a 1.000 lecturas/segundo
Microscopía electrónica de barrido (SEM): para análisis de fallas y verificación de la calidad de los bordes (subcontratada según sea necesario)
Autoridad a través de estándares de la industria
Nuestroestampación de piezas pequeñasCumplir con:
ISO 9001:2015 – Gestión de la calidad
IPC-610 – Aceptabilidad de conjuntos electrónicos (para conectores y piezas de contacto)
RoHS y REACH: cumplimiento de materiales para electrónica
IATF 16949 – Calidad automotriz (disponible para piezas pequeñas de automóviles)
Confianza a través de una inspección 100% automatizada
Para el estampado crítico de piezas pequeñas,Metales Nuoteimplementos:
Sensores ópticos integrados: verifica la presencia de piezas y la geometría básica a 1200 SPM
Clasificación por visión posterior al estampado: rechaza piezas con defectos dimensionales o superficiales
Cinta y carrete con conteo automatizado: garantiza cantidades exactas sin que falten piezas
Desafíos comunes en el estampado de piezas pequeñas y cómo los resuelve Metales Nuote
| Desafío | Causa principal | Solución de metales Nuote |
|---|---|---|
| Rebabas en microagujeros | Deflexión del punzón o espacio libre inadecuado | Punzones de carburo con placas extractoras guiadas; Espacio libre optimizado por espesor. |
| Parte pegada al punzón (picking) | Vacío o carga estática | Eyección de aire positiva; punzones recubiertos (TiN o DLC); ionizador antiestático |
| Inconsistencia dimensional en todo el ancho de la tira | Tensión desigual de la bobina o error de alimentación | Alimentación servo con control de circuito cerrado; plancha con rodillos de pellizco |
| Piezas dobladas o torcidas después del estampado. | Tensión residual por acuñación o flexión. | Alivio de tensiones en línea (calor); estaciones de contraflexión |
| Piezas faltantes durante el embalaje. | Atracción estática o tamaño pequeño | Bandejas antiestáticas; alimentadores vibratorios automatizados con sensores de conteo |
Preguntas frecuentes sobre el estampado de piezas pequeñas
A continuación se detallan las consultas técnicas más comunes recibidas pora nosotros acerca deestampado de piezas.
P1: ¿Cuál es el tamaño más pequeño de estampado de piezas pequeñas que Nuote Metals puede producir?
R: Nuote Metals ha producido piezas estampadas pequeñas de hasta 0,8 mm de largo y 0,3 mm de ancho, con un espesor de material de 0,1 mm. El mínimo práctico depende de la complejidad de la característica. Para una simple arandela plana o almohadilla de contacto, podemos estampar piezas de hasta 0,5 mm de diámetro utilizando herramientas de carburo y prensas de alta velocidad. Para piezas que requieren agujeros, el diámetro mínimo del agujero es de 0,2 mm (grosor del material ≤0,15 mm). Para piezas con curvaturas o características formadas, el tamaño mínimo de la pieza es de aproximadamente 1,5 mm en cualquier dimensión para permitir el espacio libre para las herramientas. Si sus piezas pequeñas de estampado son más pequeñas que estos límites, Nuote Metals puede recomendar procesos alternativos como el grabado fotoquímico (PCM) o el micromecanizado láser. Le recomendamos que envíe su dibujo para una revisión de viabilidad; nuestros ingenieros le aconsejarán si el estampado es técnica y económicamente viable.
P2: ¿Cómo controla Nuote Metals las rebabas al estampar piezas pequeñas, especialmente cuando las piezas serán manipuladas o estarán en contacto con componentes sensibles?
R: El control de rebabas es la principal preocupación de calidad al estampar piezas pequeñas.Metales Nuoteutiliza un enfoque de tres niveles. En primer lugar, espacios libres optimizados para los troqueles: para materiales delgados (menos de 0,3 mm), mantenemos un espacio libre entre el punzón y el troquel de solo un 3 % a un 5 % por lado, lo que reduce drásticamente la formación de rebabas, pero requiere punzones de carburo para evitar el desgaste. En segundo lugar, mantenimiento de herramientas afiladas: realizamos un seguimiento del número de golpes de punzón y reemplazamos o reafilamos los punzones cada 500 000 a 2 000 000 de golpes, dependiendo de la abrasividad del material. En tercer lugar, desbarbado secundario para el estampado de piezas pequeñas críticas: ofrecemos volteo vibratorio con medios cerámicos o plásticos, que produce un radio de borde uniforme de 0,01 a 0,03 mm y elimina rebabas de hasta ≤0,01 mm de altura. Para piezas que no pueden tolerar ninguna rebaba detectable (por ejemplo, cuchillas médicas o contactos eléctricos que no deben rayar las superficies de contacto), ofrecemos electropulido (para acero inoxidable) o granallado microabrasivo. Especifique la altura máxima permitida de las rebabas en el dibujo y Nuote Metals seleccionará el proceso apropiado.
P3: ¿Cuál es el plazo de entrega típico para las herramientas y las primeras muestras de estampado de piezas pequeñas?
R: Plazos de entrega paraestampación de piezas pequeñasDependen de la complejidad de la pieza y de la construcción del troquel. Para piezas planas simples (arandelas, clips, terminales) que pueden usar matrices de varias filas con 2 a 4 estaciones, Nuote Metals generalmente entrega las primeras muestras entre 15 y 20 días hábiles después de la aprobación del dibujo. Para el estampado complejo de piezas pequeñas con múltiples curvaturas, acuñación y perforación que requieren matrices progresivas con 8 a 15 estaciones, el tiempo de entrega de las herramientas oscila entre 25 y 35 días hábiles. Ofrecemos un servicio acelerado (tarifa adicional de herramientas del 30%) que reduce el tiempo de entrega entre 7 y 10 días. Después de la aprobación de las herramientas, proporcionamos 20 piezas de muestra gratuitas para que el cliente las inspeccione. El plazo de producción para el estampado de piezas pequeñas suele ser de 10 a 15 días hábiles para pedidos de hasta 500 000 piezas, suponiendo que el enchapado o las operaciones secundarias sean estándar. Comuníquese con Nuote Metals con el plano de su pieza para conocer un cronograma específico.
P4: ¿Cómo se empaquetan las piezas pequeñas estampadas para evitar pérdidas o daños durante el envío? ¿Pueden proporcionar cinta y carrete para ensamblaje automatizado?
R: Sí, Nuote Metals ofrece múltiples opciones de empaque paraestampado de piezas. Para ensamblaje manual o uso de bajo volumen, proporcionamos bolsas de polietileno antiestáticas con cierres termosellados y desecante, generalmente empacadas en 1000 a 10 000 piezas por bolsa (según el tamaño de la pieza). Para el ensamblaje automatizado de recogida y colocación, ofrecemos embalaje en cinta y carrete según los estándares EIA-481, disponibles para piezas tan pequeñas como 1,0 mm x 1,0 mm. Nuestro servicio de cinta y carrete incluye cinta portadora antiestática, cinta de cubierta con fuerza de despegue controlada y carretes de plástico en diámetros de 7 o 13 pulgadas. Para el estampado de piezas pequeñas muy pequeñas o delicadas, también ofrecemos bandejas para gofres (estándar JEDEC) con bolsillos individuales para evitar que las piezas se toquen entre sí. Para pedidos de gran volumen, podemos proporcionar embalaje a granel con conteo y etiquetado automatizados. Especifique su método de embalaje preferido al momento de la cotización; normalmente no hay ningún cargo adicional por la cinta y el carrete para pedidos superiores a 50 000 piezas.
¿Por qué asociarse con Nuote Metals para estampar piezas?
Productorestampado de piezasa escala requiere experiencia especializada que los talleres de estampado general no pueden proporcionar. Nuote Metals ofrece:
Velocidades de prensa de hasta 1200 SPM: optimizadas para piezas en miniatura
Tolerancias de ±0,01 mm: verificadas mediante medición visual
Materiales de hasta 0,1 mm de espesor: desde acero para muelles hasta cobre berilio
Matrices de varias filas: hasta 16 cavidades por carrera para piezas planas
Inspección interna y posterior al estampado: clasificación 100 % visual disponible
Embalaje de cinta y carrete: listo para montaje automatizado
Servicio de creación de prototipos: herramientas blandas para validación de bajo volumen
Comentarios gratuitos de DFM: identificamos problemas potenciales antes de utilizar las herramientas
ContactoMetales Nuotehoy para enviar su dibujo o discutir suestampación de piezas pequeñasrequisitos.
Etiquetas calientes: Estampado de piezas pequeñas,Fábrica de estampado de piezas,China Estampado de piezas pequeñas
Enviar Consulta
Por favor, siéntase libre de dar su consulta en el siguiente formulario. Le responderemos en 24 horas.









X
Utilizamos cookies para ofrecerle una mejor experiencia de navegación, analizar el tráfico del sitio y personalizar el contenido. Al utilizar este sitio, acepta nuestro uso de cookies.
política de privacidad