
Productos










Remaches semitubulares de acero
Los remaches semitubulares de acero de Nuote Metals, una fábrica de China, ofrecen una solución de fijación rentable para la fabricación y la construcción en general. Fabricados con acero al carbono de alta resistencia, estos remaches brindan una excelente resistencia al corte para ensamblajes de servicio pesado como andamios, equipos agrícolas y muebles de acero. El diseño semitubular se ensancha suavemente bajo presión, lo que reduce la fuerza de instalación y mantiene un agarre firme. Disponibles con diámetros, longitudes y acabados personalizados: galvanizado, liso u óxido negro. A diferencia del acero inoxidable, nuestros remaches de acero ofrecen una resistencia comparable a un precio más bajo, ideal para pedidos de gran volumen. Resuelva las restricciones presupuestarias sin sacrificar la confiabilidad. Confíe en nuestra fábrica para obtener precisión, consistencia y entrega a tiempo de sus remaches semitubulares de acero personalizados.
Enviar Consulta
Descripción del Producto
Cuando su línea de montaje necesita velocidad, pero la unión aún tiene que aguantar, elremache medio tubular de aceroofrece una clara ventaja. A diferencia de un remache sólido que requiere mucha fuerza y equipo pesado, el diseño semitubular (parcialmente hueco en la cola) reduce la fuerza de ajuste en aproximadamente un 70 % y conserva la mayor parte de la resistencia al corte. El resultado es un sujetador que se instala rápidamente, funciona con herramientas más livianas y aún así ofrece una unión permanente y confiable.
Remaches semitubulares de acero con cabeza fría de Nuote Metals fabricados en acero con bajo contenido de carbono (1008, Q195) con acabados opcionales en galvanizado u óxido negro. Esta guía cubre nuestras especificaciones técnicas, el proceso de cabezal en frío, nuestro flujo de trabajo de control de calidad y un ejemplo real de la industria del hardware.

Diferentes materiales de remaches que fabricamos.
Fabricamos diferentes materiales de remaches, como remaches de latón, remaches de acero, remaches de acero inoxidable, remaches de aluminio y remaches de cobre.
1.Remaches de latón, incluidos remaches macizos de latón, remaches semitubulares de latón, remaches tubulares de latón.



Hacer clic  para ver más sobre nuestros remaches de latón.
para ver más sobre nuestros remaches de latón.
2. Remaches de acero inoxidable, incluidos remaches sólidos de acero inoxidable, remaches semitubulares de acero inoxidable y remaches tubulares de acero inoxidable.



¿Quieres saber más sobre nuestros remaches de acero inoxidable? solo haz clic 
3. Remaches de aluminio, incluidos remaches macizos de aluminio, remaches semitubulares de aluminio y remaches tubulares de aluminio.



Si desea saber más sobre nuestros remaches de aluminio, haga clic en 
4. Remaches de cobre, incluidos remaches sólidos de cobre, remaches semitubulares de cobre, remaches tubulares de cobre.



Hacer clic  para obtener más información sobre nuestros remaches de cobre.
para obtener más información sobre nuestros remaches de cobre.
5. Remaches de acero, incluidos remaches macizos de acero, remaches semitubulares de acero y remaches tubulares de acero.



Si desea obtener más información sobre nuestros remaches de acero, haga clic en 
¿Qué hace que un remache semitubular sea diferente?
La característica definitoria de un remache semitubular es la cavidad poco profunda en el extremo de la cola, normalmente entre el 45% y el 55% de la longitud del cilindro. Durante la instalación, sólo la pared delgada de esta sección hueca rueda hacia afuera para formar el remachado. Esto es fundamentalmente diferente de un remache macizo, donde todo el vástago debe deformarse.
| Característica | Remache semitubular | Remache sólido |
|---|---|---|
| Diseño de cola | Parcialmente hueco (profundidad de la cavidad entre el 45% y el 55% de la longitud) | Completamente sólido en todas partes |
| Fuerza de ajuste | Aproximadamente del 25 al 30 % de la fuerza del remache sólido | Alto (requiere una prensa pesada o una barra de tronzado) |
| Velocidad de instalación | Rápido, adecuado para montaje automatizado | Más lento, requiere más fuerza y tiempo. |
| Resistencia al corte | 80–90% de remache macizo | 100% (referencia) |
| Lo mejor para | Producción de gran volumen, materiales finos, juntas pivotantes | Cargas estructurales extremas, aplicaciones de servicio pesado |
Para la mayoría de las aplicaciones industriales, de muebles, automotrices y de ferretería, el remache semitubular ofrece resistencia más que suficiente y mantiene la producción eficiente.
Especificaciones técnicas: tamaños y materiales estándar
Producimosremaches semitubulares de aceroen múltiples estilos de cabeza y una amplia gama de dimensiones. A continuación se muestran nuestros tamaños más comúnmente almacenados.
Grados de materiales
| Material | Grados | Tracción (MPa) | Dureza (HRB) | Acabado típico |
|---|---|---|---|---|
| Acero con bajo contenido de carbono | 1008, Q195, SPCC | 400 – 500 | 70 – 85 | Galvanizado (transparente/azul/amarillo), óxido negro, fosfato |
| Acero de medio carbono | 1045 | 570 – 700 | 85 – 95 | Galvanizado, óxido negro. |
Dimensiones estándar (cabeza redonda, acero)
| Diámetro del vástago (mm) | Diámetro de la cabeza (mm) | Altura de la cabeza (mm) | Longitudes del cañón (mm) | Profundidad de la cavidad | Rango de agarre (mm) |
|---|---|---|---|---|---|
| 3.0 | 5,0 – 5,5 | 2,0 – 2,2 | 4, 5, 6, 8 | 45-55% de la longitud | 1,5 – 3,5 |
| 4.0 | 6,5 – 7,2 | 2,6 – 2,9 | 5, 6, 8, 10, 12 | 45-55% de la longitud | 2,0 – 5,0 |
| 5.0 | 8,0 – 9,0 | 3.2 – 3.6 | 6, 8, 10, 12, 15 | 45-55% de la longitud | 2,5 – 6,5 |
| 6.0 | 9,5 – 10,8 | 3.8 – 4.3 | 8, 10, 12, 15, 20 | 45-55% de la longitud | 3,0 – 8,0 |
| 8.0 | 12,5 – 14,5 | 5,0 – 5,8 | 10, 12, 15, 20, 25 | 45-55% de la longitud | 4,0 – 10,0 |
Tolerancias: Vástago ±0,05 mm, diámetro de la cabeza ±0,15 mm, longitud ±0,15 mm.
Estilos de cabeza disponibles
| Estilo de cabeza | Diámetro de cabeza/vástago | Perfil | Mejor para |
|---|---|---|---|
| Redondo | 1,6 – 1,8: 1 | Cúpula alta | Juntas visibles, de alto cizallamiento, metal con metal |
| Departamento | 2,0 – 2,5: 1 | Parte superior baja y plana | Superficies deslizantes con espacio libre limitado |
| Universal | 2,0 – 2,2: 1 | Cúpula mediana, redondeada | Materiales mixtos, uso general. |
| Oval | 1,8 – 2,0: 1 | Liso, ligeramente elevado | Decorativos, muebles, cuero. |
Datos mecánicos (acero de 5 mm, colocado en lámina de acero de 2 mm)
| Propiedad | Valor |
|---|---|
| Resistencia al corte simple | 11.000 – 13.000 norte |
| Tamaño de agujero recomendado | Vástago + 0,15 – 0,20 mm |
| Fuerza de ajuste | 1,2 – 2,0 toneladas |
Cómo fabricamos remaches semitubulares de acero con cabeza fría
El estampado en frío es el proceso de formar metal a temperatura ambiente utilizando prensas de alta velocidad y troqueles de precisión. Para los remaches semitubulares de acero utilizamos un cabezal en frío multiestación que realiza varias operaciones en una única secuencia continua.
- trefilado– El alambre de acero entrante se trefila al diámetro exacto del vástago.
- Cierre– El alambre se corta a la longitud precisa para cada remache.
- Primer golpe (cuadratura)– La pieza en bruto queda centrada y cuadrada en el troquel.
- Segundo golpe (cabezazo)– Una matriz de carburo forma la cabeza (redonda, plana, universal u ovalada).
- Tercer golpe (extrusión de la cavidad)– Un punzón crea una cavidad semihueca en la cola (45-55% de la longitud del cañón).
- Guarnición– Se elimina cualquier destello alrededor del borde de la cabeza.
- cayendo– Se eliminan las microrebabas y se prepara la superficie para el recubrimiento.
- Recubrimiento o revestimiento– Se aplica zincado u óxido negro según lo especificado.
El tratamiento en frío endurece el acero, aumentando la dureza de la superficie entre un 15% y un 20% sin tratamiento térmico adicional. Nuestras matrices de carburo están pulidas a Ra 0,1 µm para garantizar una formación de cabeza suave y una profundidad de cavidad constante.
Para obtener más detalles, consulte el siguiente vídeo.
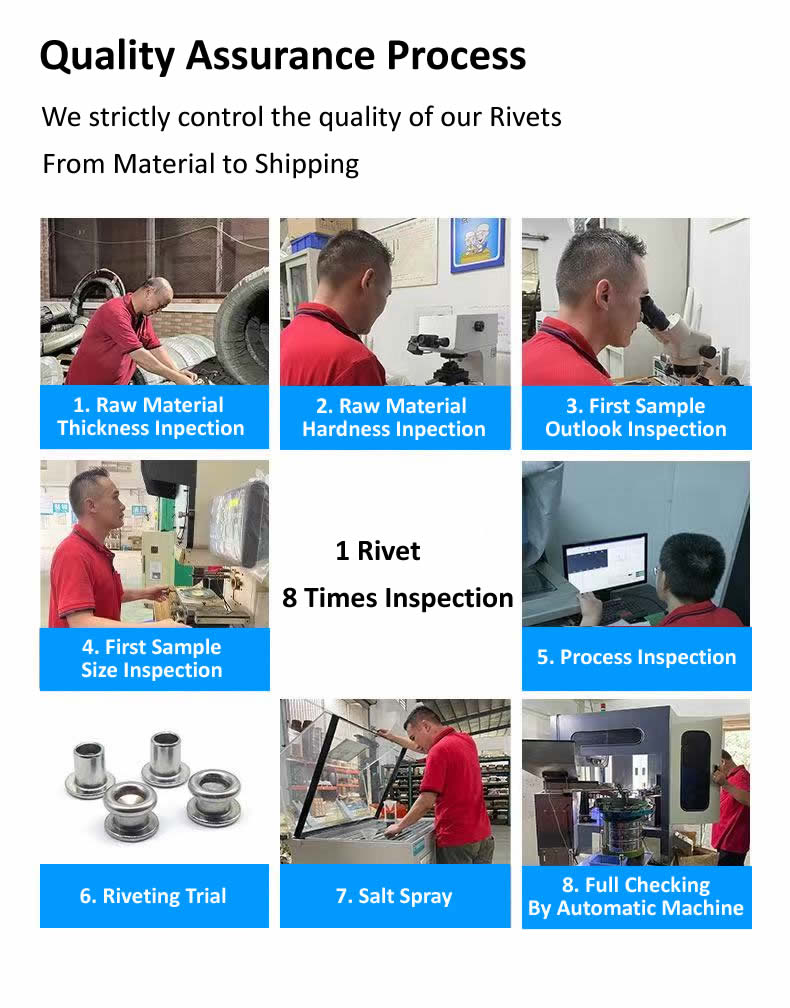
Nuestro proceso de control de calidad: desde la materia prima hasta su línea de producción
No nos basamos únicamente en el muestreo aleatorio. Cada lote de remaches semitubulares de acero sigue un sistema de inspección en capas que detecta los problemas antes de que se conviertan en problemas.
Etapa de entrada de material
Se comprueba el diámetro de cada bobina de alambre de acero (micrómetro láser, ±0,02 mm) y la dureza (probador Rockwell). Rechazamos cualquier bobina que se desvíe del rango especificado.
Etapa de preparación y primera salida
Cuando se instalan las herramientas, los primeros 10 remaches se examinan con un aumento de 20 × para detectar defectos en la superficie y luego se miden con un comparador óptico. El diámetro y la altura de la cabeza, el vástago, la longitud y la profundidad de la cavidad deben coincidir con el dibujo antes de que comience la producción.
Durante la etapa de producción
Los operadores tiran 5 remaches cada 500 piezas. Verifican dimensiones críticas con calibradores digitales y un medidor de paso/no paso para la profundidad de la cavidad. Cualquier desviación más allá de la tolerancia provoca una parada inmediata de la prensa y un ajuste de la herramienta.
Etapa de verificación de cierre
Cada 2000 piezas, colocamos 3 remaches en una muestra de su material real (mismo grosor y composición). El clinch enrollado se inspecciona para determinar simetría, estanqueidad y ausencia de grietas.
Pruebas de corrosión (si corresponde)
Para remaches chapados, las muestras se colocan en nuestra cámara de niebla salina según ASTM B117. Galvanizado: 48 a 96 horas mínimo. Se emite un certificado con el lote.
Etapa de clasificación final
Cada remache pasa por una máquina clasificadora óptica con cámaras de alta velocidad. Rechaza piezas con diámetro de cabeza, altura de cabeza, vástago o profundidad de cavidad incorrectos. Después de la clasificación, se verifica manualmente una muestra AQL aleatoria (Nivel II, 1.0) con un proyector de perfiles y micrómetros.
Todos los registros de inspección, incluidos registros de mediciones, fotografías de configuración de pruebas e informes de niebla salina, se conservan durante cinco años y se incluyen con cada envío.
Un ejemplo de cliente real: soporte de rueda para carrito de jardín
Esta es una de las muchas aplicaciones de los remaches semitubulares de acero. Lo incluimos para mostrar el uso real en producción, no para sugerir limitación.
Un fabricante de carros de jardín de alta resistencia necesitaba fijar los soportes de las ruedas al marco de acero. Los remaches macizos originales requerían 3,5 toneladas de fuerza de fijación, lo que ocasionalmente deformaba el soporte durante el montaje. El cliente también quería un acabado resistente a la oxidación para uso en exteriores.
Nuote Metals suministró remaches semitubulares de acero: vástago de 6 mm, cabeza redonda de 10 mm, cilindro de 15 mm de longitud, cincado amarillo. La cavidad semihueca redujo la fuerza de ajuste a 1,6 toneladas, eliminando la deformación. El revestimiento de zinc amarillo proporcionó 96 horas de resistencia a la niebla salina. El cliente probó 500 remaches en 250 carros. Después de 5.000 ciclos de laminado con una carga de 100 kg, no se afloja ni se oxida. Ahora piden remaches semitubulares de acero en lotes de 30.000 a 50.000 piezas.

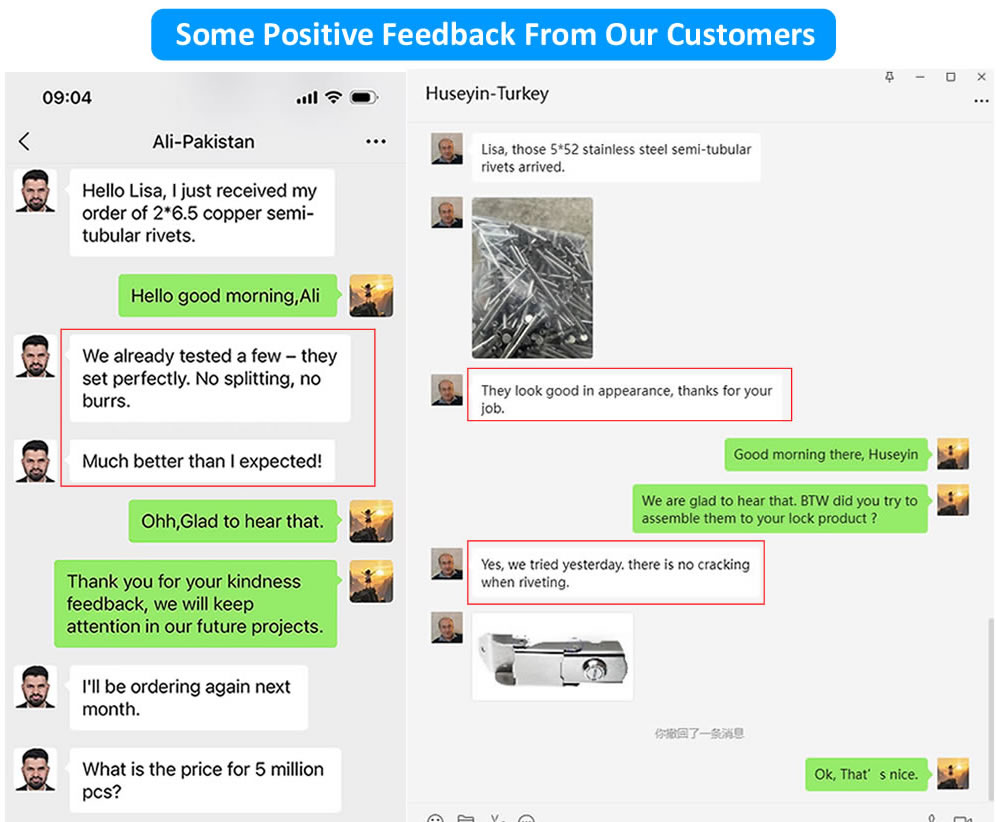
Lo que dicen nuestros clientes: comentarios reales
Qué entregamos en cada envío
Cada pedido de remaches semitubulares de acero viene con un paquete de documentación completo:
- Certificado de prueba de molino– Composición química y propiedades de tracción del proveedor original de la bobina.
- Informe dimensional de primera salida– Valores medidos reales de 10 remaches desde el inicio de la producción.
- Registro en proceso– Resumen de todas las comprobaciones dimensionales realizadas durante la ejecución.
- Informe de prueba de cierre– Fotos y resultados de fuerza de tracción (si se midieron) de la configuración de prueba en su material.
- Certificado de niebla salina– Si corresponde, mostrar las horas de prueba y el estado de aprobado/reprobado.
- Certificado de conformidad– Firmado por nuestro responsable de control de calidad, rastreable por lotes.
Nuote Metals tiene la certificación ISO 9001:2015. Las declaraciones RoHS y REACH se proporcionan a pedido.

Políticas
Muestras– 20 a 50 piezas gratis para tamaños estándar en stock (el cliente paga el envío)
orden de prueba– Se recomiendan 10.000 piezas para la validación por primera vez
Cantidad mínima de pedido– 2.000 piezas (tamaños estándar), 10.000 piezas (barril personalizado)
Plazo de entrega (stock)– 5 a 7 días hábiles
Plazo de entrega (barril personalizado)– 12 a 15 días
Cargos por herramientas– Ninguno para herramientas de cabeza redonda estándar (vástago de 3 a 8 mm)
Tres preguntas que respondemos con frecuencia
P1: ¿Cuál es la diferencia entre un remache semitubular de acero y un remache de acero macizo? ¿Cuándo debo elegir la versión semitubular?
R: La diferencia fundamental es la cavidad hueca en la cola. Un remache semitubular de acero requiere solo del 25 al 30 % de la fuerza de ajuste necesaria para un remache macizo del mismo diámetro, lo que lo hace más rápido de instalar y más respetuoso con los materiales circundantes. Los remaches sólidos ofrecen una resistencia al corte ligeramente mayor, pero requieren equipo pesado y más tiempo. Para la mayoría de las aplicaciones industriales, de muebles, automotrices y de ferretería (incluida la caja del carrito de jardín anterior), los remaches semitubulares brindan resistencia más que suficiente y, al mismo tiempo, mantienen la producción eficiente. Elija remaches macizos sólo para cargas estructurales extremas donde la máxima resistencia al corte es la única prioridad.
P2: ¿Se pueden utilizar remaches semitubulares de acero en exteriores sin oxidarse?
R: Sí, con el acabado adecuado. Nuestros remaches estándar de acero con bajo contenido de carbono están disponibles con revestimiento de zinc (transparente, azul o amarillo) que proporciona entre 48 y 96 horas de resistencia a la niebla salina, suficiente para la lluvia, la humedad y la humedad ocasional. Para la caja del carrito de jardín, se eligió un revestimiento de zinc amarillo por su equilibrio entre resistencia a la corrosión y costo. Para entornos costeros o exteriores más exigentes, recomendamos cambiar a remaches semitubulares de acero inoxidable (304 o 316) que ofrecen entre 200 y 1000 horas más de protección contra la niebla salina.
P3: ¿Cómo selecciono la longitud correcta del cilindro para un remache semitubular de acero?
R: Seleccione una longitud de cilindro entre 1,5 y 2,0 mm más larga que el espesor total de la pila de material. Por ejemplo, si va a unir dos láminas de acero de 2 mm (4 mm en total), elija una longitud de cilindro de 5,5 a 6,0 mm. Esta longitud adicional proporciona suficiente material para que la sección hueca ruede hacia afuera y forme un cierre seguro sin tocar fondo. Si el cañón es demasiado corto, el clinch será débil. Demasiado tiempo y el cañón puede arrugarse. Envíenos el espesor de la pila de material y le recomendaremos la longitud exacta del cañón.
Solicite una cotización – Cuéntenos lo que necesita
Entendemos que cada asamblea es diferente. En lugar de pedirle que incluya un producto estándar en su diseño, preferimos comenzar con sus requisitos.
Para recibir una cotización firme pararemaches semitubulares de acero, proporcione la siguiente información:
- Diámetro del vástago (mm)
- Estilo de cabeza (redonda/plana/universal/ovalada)
- Longitud del barril (mm) – o espesor total de la pila de material
- Grado del material (bajo en carbono/medio en carbono)
- Acabado (cincado transparente/azul/amarillo/óxido negro/fosfato)
- Cantidad anual estimada
También puedes adjuntar un dibujo, una foto de tu remache actual o una pieza de muestra. Le responderemos dentro de las 24 horas con:
- Costo de herramientas (si corresponde): exento para tamaños estándar
- Precio por pieza según su volumen anual
- Plazo de entrega para las primeras muestras y la producción en masa.
- Política de muestras gratuitas: de 20 a 50 piezas para tamaños estándar en existencia
Envíe su solicitud de cotización a Nuote Metals hoy. Sin presión ni obligación: sólo un presupuesto claro y competitivo.
Etiquetas calientes: Remaches semitubulares de acero,Remaches semitubulares de China,Fabricante de remaches semitubulares
Categoría relacionada
Enviar Consulta
Por favor, siéntase libre de dar su consulta en el siguiente formulario. Le responderemos en 24 horas.









X
Utilizamos cookies para ofrecerle una mejor experiencia de navegación, analizar el tráfico del sitio y personalizar el contenido. Al utilizar este sitio, acepta nuestro uso de cookies.
política de privacidad